


S-IIСтанок для снятия фаски
Станок для скашивания кромок серии Walter II использует конструкцию механизма автоматичес...
- модель:S-II
- приложение:Обработка труб
- процесс: проточка
- диаметр: Ф80-820mm
- привод: Пневматический, электрический
- тег: Станок для скашивания кромок скалолазание
видео
введение
Введение продукта
Станок для скашивания кромок серии Walter II использует конструкцию механизма автоматического ножа и может регулировать любой диапазон в пределах регулируемого угла паза, подходит для обработки канавок толстостенной трубы, а также может использоваться для выпуклого фланца после сварки. Обработка режущих кромок с плоскими фланцами. Его конструкция гениальна, количество резки может быть точно отрегулировано, ручной и автоматический режимы подачи могут быть свободно переключены, а внутренний диаметр трубы установлен.Это подвижная и мощная машина для скашивания концов труб, подходящая для различных марок углеродистой стали и нержавеющей стали. Металлические материалы, такие как легированная сталь и специальные твердые конструкционные материалы, широко используются в области монтажа тяжелых труб и ремонта трубопроводов в нефтяной, химической, газовой, атомной энергетике и других отраслях промышленности.
Особенности продукта
1, количество резки может быть точно настроено;
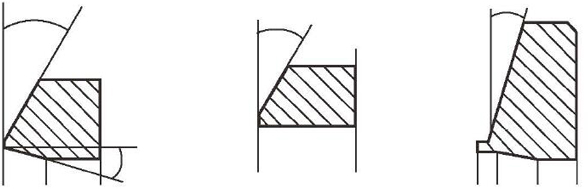
2, угол канавки можно регулировать: 0 ° -37 °;
3, полная холодная резка, не меняет материал трубы;
4, ручная и автоматическая подача два режима подачи, свободно переключаться;
5. Форма обрабатываемой канавки: "U", одинарная, "V", двойная "V" и "J";
6. Диапазон обработки: трубы различных спецификаций с внутренним диаметром от 80 мм до 820 мм, все из которых являются дополнительными;
7. Пневматический или электрический приводы доступны;
Основные функции обработки:
1. Внешний конец конца трубы, 2. Внутренний конец конца трубы, 3. Плоский конец конца трубы, 4. Составная канавка.
Тип канавки
Технические параметры
модель | сфера(mm) | Толщина стенки(mm) | мощность(kw) | скорость(rpm) | |
| электрический | пневматический | ||||
| S8-II | QS8-II | Ф80-240 | ≤75 | 1.43 | 16 |
| S12-II | QS12-II | Ф150-330 | ≤75 | 1.43 | 14 |
| S24-II | QS24-II | Ф300-600 | ≤ 75 | 2.0 | 10 |
| S32-II | QS3-2II | Ф600-820 | ≤ 75 | 2.0 | 7 |
Динамический параметр
Пневматические: безопасные и взрывобезопасные, стабильные и легко ремонтируемые. Требования к источнику газа: давление 0,63 ~ 0,8 МПа, расход газа 1500 ~ 2000 л / мин;
Электрический тип: стабильная производительность и широкое применение. Требования к питанию: мощность: 1,43 - 2,0 кВт, напряжение: 220 В, частота: 50 Гц;
Инструмент обработки
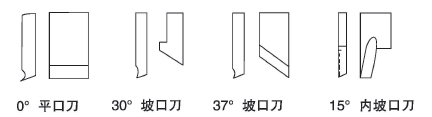
Цельный инструмент (стандартный)
Цельный дизайн, может быть использован путем измельчения и переработки;
Материал: M42 и M35 (опционально)
Метод работы
1. Измерьте внутренний диаметр обрабатываемой трубы, выберите необходимый натяжной блок в соответствии с блок-схемой натяжения, установите его на зажимной клин и затяните болт, чтобы убедиться, что крепление надежное и нет ослабления.
2. В соответствии с требованиями обработки выберите инструмент под соответствующим углом в таблице инструментов, установите его на режущую головку станка, затяните болты и закрепите инструмент.
3. Поверните маховик подачи, чтобы выдвинуть шпиндель подачи.
4. Вставьте механизм натяжения станка в трубу. На резце и на торце трубы должно быть достаточно места подачи.
5. Поверните маховик натяжения, регулируя положение станка, чтобы убедиться, что подающий шпиндель машины соосен с центром трубы. Используйте гаечный ключ, чтобы затянуть гайку на маховике натяжения.
6. Запустите двигатель, поверните маховик подачи, и лезвие коснется стенки трубы, чтобы образовать канавку.
7. После завершения обработки сначала выйдите из инструмента, затем ослабьте натяжной механизм и снимите станок с трубы.
родственный

N-канальный высокоскоростной станок для резки труб с ЧПУ
Высокоскоростной труборезный станок с ЧПУ серии N (ста...

K-Машина для нарезки канавок с фиксированной трубой
Машина для нарезания канавок с фиксированной трубой с...

Станок для скашивания кромок передвижной серии D
Мобильный станок для нарезки кромок на станке Walter сери...

Станок для скашивания кромок с внешней установкой серии L
Установленная Уолтером внешняя кромкообрезная машина...